
Waste Water Treatment Machine
Application Scope of Two-Stage RO Reverse Osmosis Systems
-
Purification of purified water, distilled water, and water used in food and beverage production.
-
Preparation of pure and ultrapure water for industries such as electronics, pharmaceuticals, and food.
-
Process engineering for separation, concentration, and liquid decolorization in industries like light textile, chemical, and food.
-
Desalination of seawater and brackish water.
Characteristics of Two-Stage Reverse Osmosis
1.High water permeability and high salt rejection rate, typically ≥98% under normal conditions.
2. High retention and removal efficiency for organic matter, colloids, particles, bacteria, viruses, and pyrogens;
3. Low energy consumption, high water recovery rate, and lower operating costs compared to other desalination equipment;
4. No phase change during separation, ensuring reliable stability;
5. Compact design, simple operation, easy maintenance, strong adaptability, and long service life;
6. Continuous operation with stable product water quality;
7. No need for acid and alkali regeneration;
8. No downtime due to regeneration;
9. Saves water used for backwashing and cleaning.
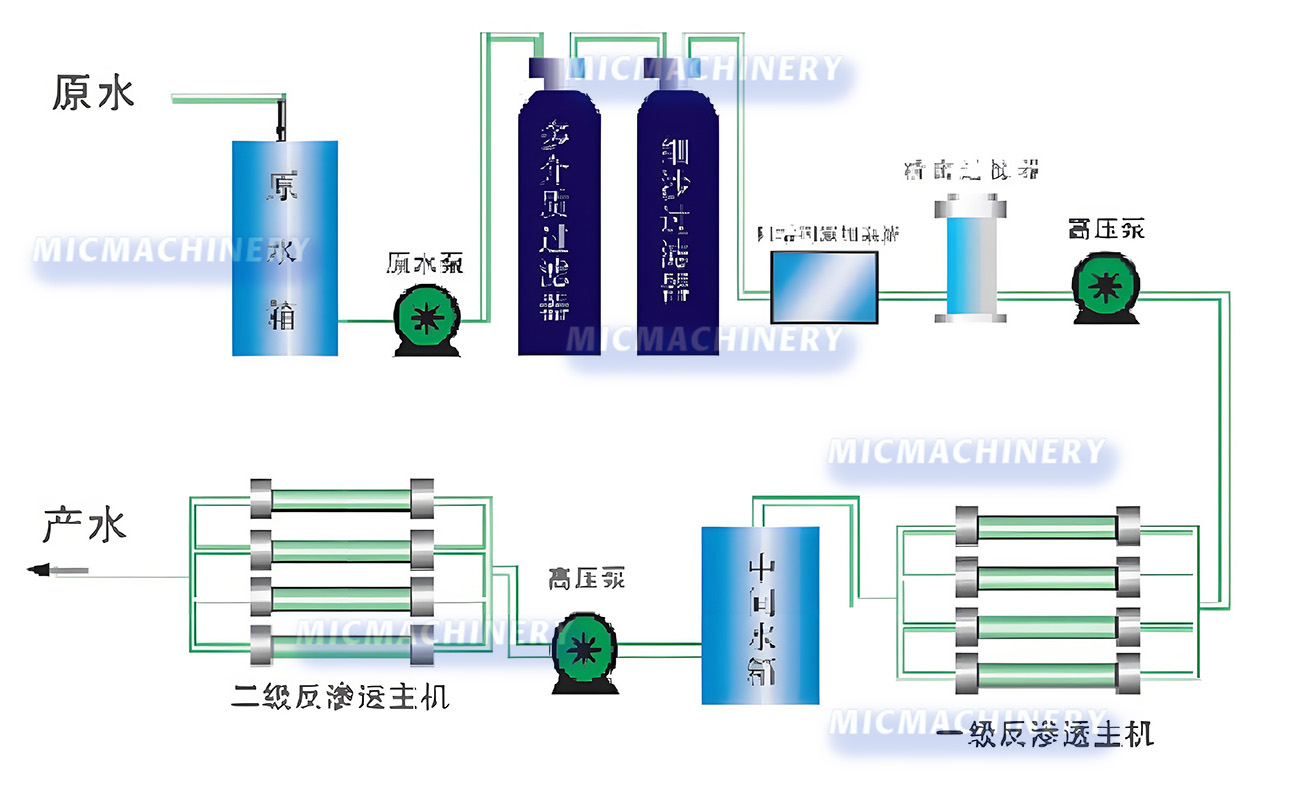
Double-Pass Reverse Osmosis Pure Water System flowchart
Double-Pass Reverse Osmosis Pure Water System: Ultimate Purity for Pharmaceutical Manufacturing
Introducing our Double-Pass Reverse Osmosis (RO) Pure Water System, engineered to deliver the highest grade of purified water for the most critical pharmaceutical, biopharmaceutical, and medical device applications. This advanced configuration, featuring two sequential RO membrane stages, ensures exceptional removal of ionic contaminants, endotoxins, and organics, producing water that reliably exceeds USP <645> and EP 2.2.38 conductivity specifications for Purified Water. As a cornerstone water treatment plant machine, it is designed for seamless integration within complex pharmaceutical facilities, performing reliably as a critical industrial water treatment machine while minimizing waste and supporting sustainable operations. Its efficiency in concentrate reduction also makes it a vital upstream component in the broader network of waste water treatment machine systems, helping to lower overall effluent volume and treatment costs.
Two-Stage Purification for Unmatched Quality
The double-pass RO design provides an unparalleled level of purity assurance. In the first pass, raw feed water undergoes initial purification, removing the majority of dissolved solids. The permeate from this stage is then fed directly into a second RO unit for a final polishing stage. This sequential filtration delivers significantly lower conductivity and total organic carbon (TOC) levels compared to single-pass systems. Constructed with 316L stainless steel and sanitary fittings, this industrial water treatment machine is built to prevent microbial ingress and biofilm formation, featuring fully automated Clean-in-Place (CIP) cycles and 21 CFR Part 11-compliant data logging for full validation and operational control.
Engineered for Integration and Environmental Efficiency
This system is not a standalone unit but a synergistic water treatment plant machine designed for the pharmaceutical ecosystem. Its high recovery rate optimizes water usage, directly reducing the volume of concentrated brine (reject water) sent for disposal. This function is crucial, as it lowers the hydraulic and salinity load on downstream waste water treatment machine systems, such as evaporators or crystallizers, leading to significant operational savings and enhanced environmental compliance. By treating the RO concentrate as a manageable by-product, our system transforms a standard purification unit into a proactive component of responsible plant-wide water management, complementing other industrial water treatment machines within your facility.
Core Features & Operational Benefits
-
Ultra-High Purity Output: Double-pass configuration guarantees consistent production of low-conductivity, low-TOC water, ideal for WFI feed water, critical cleaning, and sensitive formulations.
-
Optimized Water Recovery: Advanced design and energy recovery options maximize pure water yield while minimizing concentrate volume, easing the burden on connected waste water treatment machine infrastructure.
-
Fully Automated & Validatable: PLC-controlled operation with continuous monitoring of conductivity, pressure, flow, and SDI. Supports complete IQ/OQ/PQ validation protocols.
-
Sanitary & Low-Maintenance Design: Hygienic construction with CIP/SIP capabilities ensures long-term reliability and compliance in GMP environments.
-
Scalable & Modular: Available in capacities from pilot scale to high-volume industrial production, designed to integrate with other industrial water treatment machines like EDI (Electrodeionization) polishers, UF systems, and pure steam generators.
Ideal Applications
-
Production of USP Purified Water for pharmaceutical manufacturing and cleaning.
-
High-Purity Feed Water for Water for Injection (WFI) generators and clean steam systems.
-
Critical Process Water for cell culture media preparation, buffer solutions, and final rinse applications.
-
Laboratory Grade Water for analytical laboratories and QC testing.
Your Partner in Critical Water Systems
We provide more than equipment; we deliver a validated water solution. Our service includes process design, system engineering, factory acceptance testing (FAT), on-site installation, and full qualification support. We ensure this double-pass RO system integrates perfectly with your plant's other industrial water treatment machines and overall waste water treatment machine strategy, creating a cohesive and compliant water management ecosystem.
Please feel free to let us know if you need any help, we will provide a professional guidance for you! Contact Us