Pharmaceutical Preparation System Overview

A Pharmaceutical Preparation System is a specialized processing solution designed to ensure safe, sterile, and efficient production of liquid, semi-solid, and injectable formulations. Built for precision and regulatory compliance, it integrates key stages such as mixing, dissolving, filtration, homogenization, and final liquid transfer. For pharmaceutical companies seeking high-purity output, the system provides reliable performance and consistent batch quality.
⚙ How Does a Pharmaceutical Preparation System Work?
A modern Pharmaceutical Preparation System operates through a coordinated series of controlled steps that guarantee formulation accuracy and safety. Each subsystem is engineered to manage temperature, shear force, pressure, and cleanliness at pharmaceutical-grade standards. Through automated controls and intelligent monitoring, operators maintain stable production conditions while minimizing human error. This ensures every batch meets GMP, FDA, and global pharmaceutical manufacturing requirements.
⚙ Core Components and Functional Modules
 |
|
To help users better understand the complete workflow, the main components are typically divided into the following categories:
-----
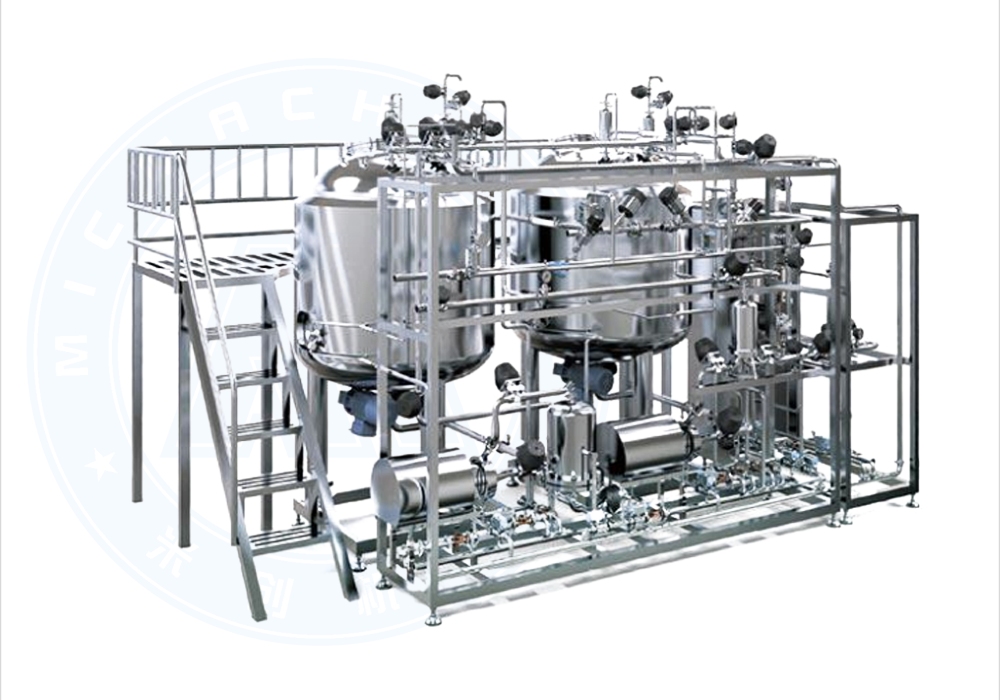
· Mixing and Emulsification Units: Handle solution preparation, temperature control, solid–liquid integration, and homogenization for syrups, suspensions, and injectable liquids.
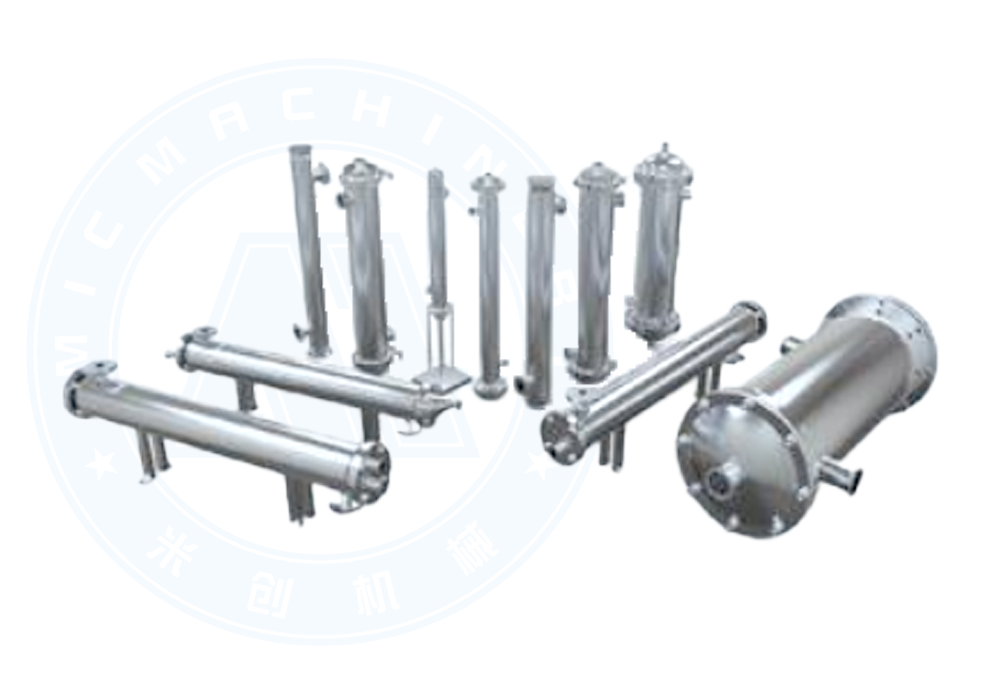
· Filtration and Purification Modules: Remove particulates, bacteria, and unwanted impurities to achieve high-purity standards required in medical-grade processing.
· Transfer, Storage, and CIP/SIP Systems: Provide sterile liquid transport, secure storage conditions, and automated cleaning and sterilization for long-term safety and efficiency.
|
⚙ What Are the Applications of Pharmaceutical Preparation Systems?
Pharmaceutical Preparation Systems are used across a wide range of medical manufacturing environments where safety, hygiene, and precision are crucial. They support the production of many high-value formulations, especially in sterile liquid processing. Their flexibility and modular customization allow pharmaceutical plants to meet strict international regulations and adapt quickly to evolving drug manufacturing needs.
⚙ Key Application Areas
|
These systems are widely applied in different pharmaceutical product categories, including:
-----
· Injection and Infusion Solutions: Such as saline, glucose, antibiotics, and other sterile liquids requiring absolute cleanliness.
· Oral Liquid Preparations: Including syrups, suspensions, and pediatric formulations that require stable mixing and consistent dosing accuracy.
· Biopharmaceutical and Laboratory Products: Process solutions for vaccines, cell-culture media, protein-based drugs, and research-grade preparations.
|
|
 |
⚙ After-Sales Service and Technical Support
Mic Machinery provides comprehensive support to ensure optimal operation of every Pharmaceutical Preparation System:
· Installation, Validation & Training: On-site setup, system verification (IQ/OQ/PQ), and hands-on operator training for safe and competent use.
· 24/7 Technical Assistance & Spare Parts Supply: Fast-response service teams provide remote diagnostics, preventive maintenance, and guaranteed access to original spare parts.
· System Upgrades & Custom Engineering: Long-term optimization solutions, including workflow engineering, automation upgrades, and tailored modules to meet future production needs.
⚙ About Mic Machinery – Reliable Partner in Pharmaceutical Equipment
Mic Machinery is a specialized manufacturer committed to delivering high-quality pharmaceutical processing equipment with a strong focus on safety, reliability, and innovation. With years of engineering experience, the company integrates advanced technologies such as precision controls, high-grade stainless-steel fabrication, and fully compliant GMP design. Mic Machinery’s global service network supports clients in pharmaceutical manufacturing, medical laboratories, hospital preparation centers, and biotech facilities. By prioritizing customer satisfaction, strict quality management, and continuous R&D, Mic Machinery remains a trusted supplier capable of delivering long-term value and efficient production solutions.