
Wastewater Treatment Machine
Reverse osmosis is a membrane separation technology developed in the 1990s. It is based on the principle of semi-permeable membrane osmosis. By applying pressure to the membrane in a direction opposite to that of natural osmosis, water in the concentrated solution is forced to permeate into the dilute solution. This process is called reverse osmosis. A device composed of osmosis components is referred to as a reverse osmosis unit.
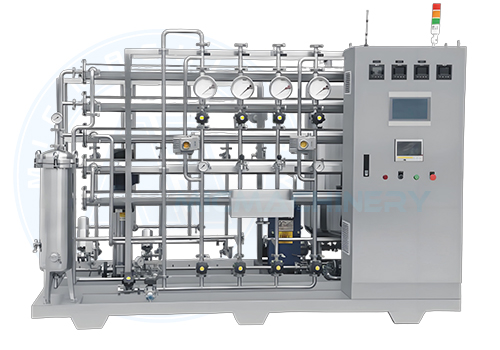
High-Efficiency Reverse Osmosis (RO) Unit: Advanced Purification and Concentrate Management
Introducing our high-performance Reverse Osmosis (RO) Unit, an essential and versatile system for achieving precise water purification while playing a critical role in sustainable wastewater management. This robust unit is engineered not only to produce high-purity water for pharmaceutical processes but also to function as a primary concentration and volume-reduction wastewater treatment machine. As a core component of modern industrial wastewater treatment equipment, our RO system effectively separates dissolved solids and contaminants from feed water, producing a clean permeate stream and a reduced-volume concentrate stream. This intelligent design makes it a highly efficient waste water treatment machine that minimizes the hydraulic and contaminant load on downstream treatment stages, optimizing overall plant efficiency and reducing disposal costs.
Dual-Purpose Technology for Purification and Waste Minimization
Our RO unit utilizes semi-permeable membranes under high pressure to remove up to 99.5% of ionic contaminants, bacteria, endotoxins, and organic molecules. While its primary function in pharmaceutical settings is to produce Purified Water (PW) or feed water for Water for Injection (WFI), its operational principle is inherently geared toward waste reduction. By concentrating impurities into a smaller reject stream, the system acts as a frontline wastewater treatment machine, significantly decreasing the volume of water requiring further processing. This pre-concentration step is vital for efficient industrial wastewater treatment equipment networks, as it allows downstream systems like evaporators or crystallizers to operate more effectively and economically.
Engineered for Integration in Complex Treatment Trains
Designed for seamless integration, this unit is a modular and scalable piece of industrial wastewater treatment equipment. It can be configured as a stand-alone purification system or as a key stage within a comprehensive treatment train for process effluent or RO reject management. Its compatibility with other technologies—such as ultrafiltration (UF) pre-treatment or brine concentrators—makes it a flexible waste water treatment machine adaptable to various water quality challenges. Constructed with corrosion-resistant materials like FRP (Fiber-Reinforced Plastic) or stainless steel for harsh feeds, it is built for reliability in demanding industrial environments where both water recovery and effluent compliance are critical.
Core Features & Operational Benefits
-
High Rejection Rates: Effectively removes salts, organics, and microorganisms, producing high-quality water and a concentrated waste stream.
-
Volume Reduction: Dramatically reduces the volume of liquid waste, lowering hauling costs and the size requirements for subsequent industrial wastewater treatment equipment.
-
Energy-Efficient Design: Incorporates advanced pumps and energy recovery devices (ERDs) to minimize operational costs, a crucial factor for any wastewater treatment machine.
-
Automated & Durable: PLC-controlled for consistent operation with automatic flushing and cleaning cycles (CIP) to maintain membrane performance and longevity.
-
Configurable & Scalable: Available in a wide range of capacities and array configurations to meet specific purity and flow requirements.
Ideal Applications in Pharmaceutical Operations
-
Production of Purified Water for manufacturing and cleaning processes.
-
Primary Treatment of Process Wastewater: Concentrating spent solvents, cleaning agents, or product residues before final treatment.
-
RO Reject/Concentrate Management: Further treating or reducing the volume of brine from primary RO systems.
-
Water Recycle/Reuse Systems: Treating effluent to a quality suitable for non-potable reuse within the plant, closing the water loop.
Your Partner in Sustainable Water Management
We provide comprehensive support, from system design and feasibility studies to installation, commissioning, and maintenance. We understand the dual role of an RO system as both a purification unit and a vital waste water treatment machine, and we engineer solutions that optimize performance for both objectives within your industrial wastewater treatment equipment strategy.
| Model | Production Capacity(m³/h) | Minimum Water Inflow(m³/h) | Desalination Ratio(%) | Operating Water Temperature (℃) |
|---|---|---|---|---|
| MIC41X-0.5KB-2 | 0.5 | 2.2 | 98 | 5-35 |
| MIC42X-1KB-2 | 1 | 2.8 | 98 | 5-35 |
| MIC42R-2KB-2 | 2 | 4.1 | 97 | 5-35 |
| MIC43R-3KB-2 | 3 | 6.5 | 97 | 5-35 |
| MIC43R-4KB-2 | 4 | 7.8 | 97 | 5-35 |
| MIC82R-6KB-2 | 6 | 12.5 | 97 | 5-35 |
| MIC82R-8KB-2 | 8 | 15 | 97 | 5-35 |
| MIC83R-10KB-2 | 10 | 15 | 97 | 5-35 |
| MIC83R-15GB-2 | 15 | 31 | 97 | 5-35 |
| MIC84R-20GB-2 | 20 | 38 | 97 | 5-35 |
| MIC85R-25GB-2 | 25 | 41.25 | 97 | 5-35 |
| MIC86R-30G-2 | 30 | 47.5 | 97 | 5-35 |
| MIC86R-50G-2 | 50 | 79.5 | 97 | 5-35 |
Please feel free to let us know if you need any help, we will provide a professional guidance for you! Contact Us